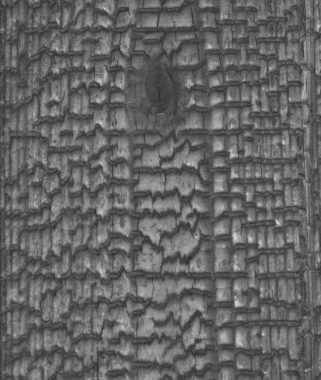
関西以西では住宅や蔵の外壁に使用されているのを
よく目にする焼杉ですが、関東近辺ではあまり見かけることはありません。
焼き杉板について資料を集めてご紹介できればと思っております。
そもそも「焼き杉板」とはどういうものなのか?
『焼杉に関する研究
-性能評価と普及に向けたフィジビリティスタディ- 』より
一部を紹介させていただきます。
Google ストリートビューを活用して日本全国の焼杉分布を調査するなど
とても素晴らしい研究だと思います。
用語としての「焼杉」
そもそも,「焼杉」はいつ頃から存在するものなのか。
また,「焼杉」という用語そのものが正しい用法なのか。
現在でも京都などでは「焼板」と呼称しており,両者に違いがあるのか。
そうしたことすら判然としないため,
明治時代以降の主要な国語辞典および
建築関連の専門用語辞典において,「焼杉」・「焼板」および
それに関連する用語がどのように記載されているか調査した。
その結果,大正期以前の国語辞典には「焼杉」「焼板」ともに
項目として挙げられているものは存在しなかった。
管見の限り「焼杉」の語が最初に掲載されていたのは,
落合直文編『日本大辞典 言泉 全六巻』(1930,大倉書店)である。
同辞典によれば「焼杉」は「やきぎり(焼桐)」と
同じ意味であるとしており,
「焼桐」の項目には「器物・下駄などに雅致あらしむるために,
桐の材の表面を火に焦したる上,木理を洗ひ出し,凸起せしめたるもの。」
と記載されている。
要するに同辞典における「焼杉」は木材の表面をあぶったもので,
主に工芸品などで用いられる浮造り加工のことを指しており,
本研究における建築材料としてのそれとは異なることが分かる。
そして,「焼杉」を最初に確認できたのは,
彰国社編『建築大辞典 第1版』(1974 年)であった。
一般に,ある用語の誕生時期と辞書への掲載時期が異なるのは当然である。
ましてや,専門用語であればそのずれが大きくなることは想像に難くない。
また,「焼杉」という用語は使っていないが,
ブルーノ・タウトは 1950年時点で日本の焼杉に言及しており,
それを日本の伝統的な工法と認識している 。
一方,最初の建築用語辞典とされる
中村達太郎著「日本建築辞彙」(1906 年)にも記載がないこと
などを踏まえると,日本の伝統的な素材とされる「焼杉」という
言葉の起源は,実はそれほど古くまで遡らない可能性もある。
なお,本稿では「焼杉」と「焼板」は同じものを指すこととし,
以下「焼杉」という表記で統一する。
製造方法
では,焼杉はどのように製造されるのか。
焼杉の製造方法は,手作業により焼く方法(以下「手焼き」とする)と
工場で機械により焼く方法(以下「機械焼き」とする)の
大きく二種類に分けられる。
(1)手焼き
手焼きは,三枚以上の板を筒状に角柱となるよう組んで焼く方法である。
三角柱が一般的であると考えられるが,四角柱の場合や,
それ以上の多角柱の場合もある。
いずれも組んだあと下から古紙などに種火を付けて入れ煙突効果により,
板材の表面を一気に焼き上げる。
所要時間は,板の含水率や炭化層の厚さによっても異なるが,
長くとも 5 分程度である。
なお,木を組む際には木表を内側とし,木表を焼くことが一般的である。
機械焼きが普及する以前においては,川の土手や収穫後の田んぼなどで,
大工がそれぞれに焼杉を制作していたとのことである。
そして、実際に手焼きによる焼杉の制作を行い,
加熱面温度及び内部温度を測定した。
制作の概要および温度測定の結果はのとおりである。
実験では着火後約 3 分にて最初の火源が鎮火してしまったため,
その後,実験開始 5 分 8 秒に再び口火を投入し,
縄紐が切れるまでの 2 分 10 秒間燃焼した。
加熱面(熱電対 1,3)の温度がそれぞれ,再着火から 1 分 16 秒後,
48 秒後に木材の炭化温度とされる 260℃を超えた。
再着火後の加熱面の最高温度は,
板下端より 1,500mm の位置(熱電対 1)で
354.6℃,板下端より 1,000mm の位置(熱電対 3)で 428.1℃であった。
内部温度については,加熱終了後も温度が上昇し,
板下端より 1,500mm の位置
(熱電対 2)で 133.9℃,板下端より 1,000mm の位置(熱電対 4)で
159.7℃であった。
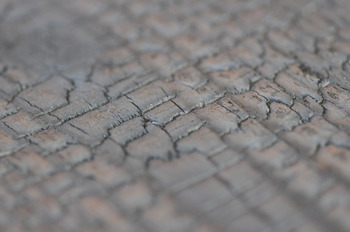
温度変化から推察するに,
炭化層の厚みはおよそ 1.5 ㎜であると考えられる。
火源の鎮火したため再点火を行ったが,
本実験により手焼きにおける木材の挙動を把握することができた。
この挙動の意味については,第 5 章にて再び論じることとする。
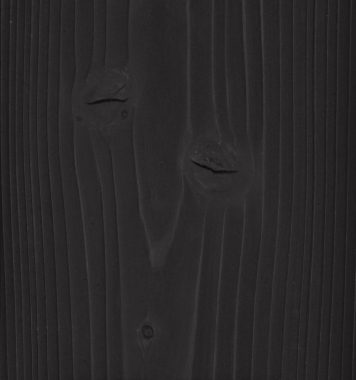
(2)機械焼き
一方,機械焼きは,その名の通り,
バーナーを組み込んだ機械により工場において焼く方法である。
工場によって細かな手法は異なるが,
ベルトコンベヤーに乾燥させた杉板材を乗せ,
バーナーを組み込んだ機械の中に材を流しながら表面を焼き,
その後水をかけるなどして
鎮火するという方法で制作することが一般的である。
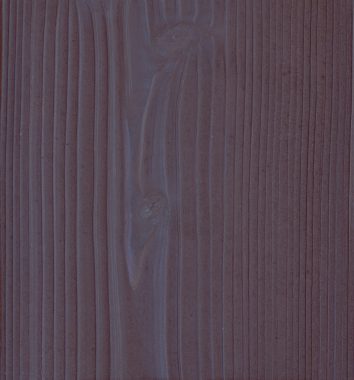
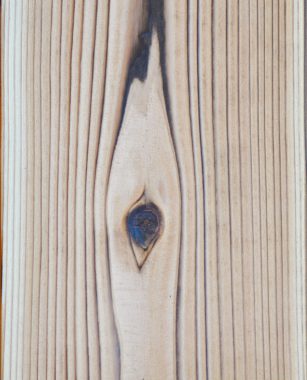
商品によっては,表面の炭化層をブラッシングして落とす機械や,
塗装を行う機械にかけることもある。
ただし,機会焼きにおいても一部,
節処理など手作業行程が入るケースもある。
接合部については,
事前に相じゃくり加工を行った後に焼くケースが大半である。
ブラッシングをかけない商品の場合,燃焼時間は 30 秒以内で,
炭化層の厚さは 1~2mm 程度のものが多い。
なお,手焼き同様に木表を焼く場合がほとんどである。
2017 年 10 月現在確認できたメーカーは6社で,
焼杉の工場生産開始年は,
6 社中 4 社が 1973 年から1975 年にかけて集中している。
また,工場が立地するのは,
いずれも焼杉が現在一般的に使用される西日本である。
そして,本研究では6社すべてにインタビュー調査
(以下「メーカーインタビュー調査」とする)を行った。
その結果については第 4 章にて詳述する。
地域分布
焼杉の地域分布については,
藤森照信が滋賀県以西に分布すると述べている。
しかし,その根拠は示されておらず,
また「滋賀県以西」が具体的に指す範囲や,
分布が偏在する要因などについての言及はない。
焼杉の地域分布は,その性能とも大いに関係しているとも考えられ,
今後の普及を考える際にも重要な要素となる。
そこで,まず焼杉の地域分布の実態把握を目指した。
ところが,日本全国を現地調査により網羅的に調査することは
予算上も日程的にも現実的ではない。
そこで,深層学習のプログラムおよび Google ストリートビューを活用した
手法を開発した。具体的な手順は表 2-3 の通りである。
こうして開発した焼杉判定器に基づく
焼杉の地域分布を図示したものが図 2-3 である。
四角が重要伝統的建造物群保存地区,丸が旧街道の宿場町を示している。
そして黒が,上記判定器により,
焼杉が二か所以上確認できた地区・宿場町で,
焼杉が使われている可能性が高いことを示している。
グレーが,焼杉が一か所のみ確認できた地区・宿場町である。
白抜きが,焼杉が確認できなかった地区・宿場町で,
焼杉が使われていない可能性が高いことを示している。
なお,地図は国土地理院発行の数値地図(国土基本情報)および
ESRI ジャパンの全国市区町村界データを使用した。
これによると,藤森がいう通り,
焼杉は概ね滋賀県以西分布しているのが見て取れる。
具体的な東西の分布の境界は,
滋賀県と岐阜県および滋賀県と三重県の県境に
位置する鈴鹿山脈にあるとみられ,
このことは現地調査からも確かであるといえそうである。
ただし,一部岐阜県内にもまとまって焼杉を使用している個所もみられる。
一方,北陸方面については明確な境界があるわけではなく,
京都府から福井県,石川県,富山県,新潟県と北上するにつれて
徐々に減っていく。
また,西日本のなかでも,高知県,徳島県などの四国太平洋岸側や,
熊本県・鹿児島県など九州南部では
あまり分布していないように見受けられる。
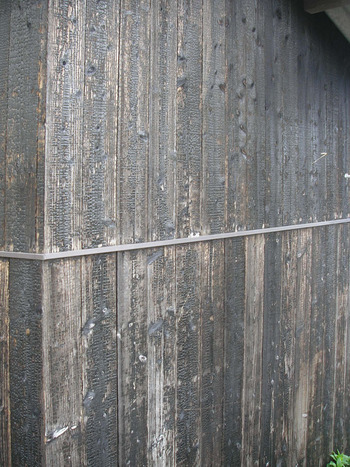
なお,使用部位としては,
町家の妻面,蔵の壁面などに使われることが多い。
また,青森県など,実際には分布していないと思われる地域にも
分布している要因として,判定器の判定ミスや,
伝統的には分布していなかったが近年何らかのきっかけで
使用され判定されたといったことが考えられる。
ここまでが
焼杉に関する研究
―性能評価と普及に向けたフィジビリティスタディ―
で発表された一部になりますが、
この他の章では焼杉の性能評価、
普及に向けた課題などが発表されています。
焼杉板についてこんなにまとめられている研究が
存在するなんて知りませんでしたし夢にも思わなかったです。
ぜひ、焼き杉についてお知りになりたい方はアクセスしてみてください。